全国统一服务热线
136-1515-5909
全国统一服务热线
136-1515-5909

江苏省盐城市亭湖区新洋街道大寨河路18号


传真:0515-88522622
————网址:www.jsxyd.com
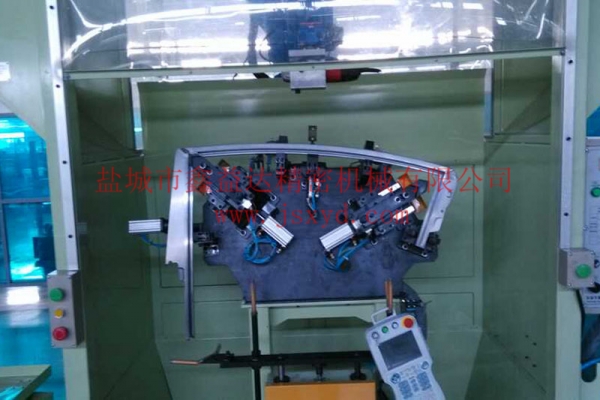
焊接操作机一般由立柱、横梁、回转机构、台车等组成。各部件为积木式结构,一般立柱、横梁为其基本部件,其余部件可据用户不同的使用要求选配。立柱及横梁采用折弯焊接结构件,具有很好的刚性。 轻、中型、重型焊接操作机均采用三角型导轨,超重型采用平面方形导轨,均经磨削、 高频淬火。 充分保证了导轨的高精度及其耐磨性。 应用于压力容器中锅炉汽包, 石化容器等圆筒形工件的内外缝的纵缝焊和环缝焊焊接。
1.焊接工装夹具应动作迅速、操作方便,操作位置应处在工人容易接近、最宜操作的部位。特别是手动夹具,操作高度应设在工人最易用力的部位,其操作力不能过大,操作频率不能过高,当夹具处于夹紧状态时,应可自锁。
2.焊接工装夹具应有足够的焊接空间,不能影响焊工观察和焊接操作,不能妨碍焊件的装卸。所有的定位元件和夹紧机构应与焊道保持适当的距离,或者布置在焊件的下方或侧面。夹紧机构的执行元件应能够伸缩或转位。
3.夹紧可靠,刚性适当。夹紧时不破坏焊件的定位位置和几何形状,夹紧后既不使焊件松动滑移,又不使焊件的拘束度过大而产生较大的应力。夹紧时不应损坏焊件的表面质量,夹紧薄件和绝缘材料的焊件时,应限制夹紧力,或者采取压头行程限位、加大压头接触而积、加添铜、铝衬垫等措施。
4.为了保证使用安全,应设置必要的安全连锁保护装置。
5.接近焊接部位的夹具,应考虑操作手把的隔热和防止焊接飞溅物对夹紧机构和定位器表面的损伤。夹具的施力点应位于焊件的支承处或者布置在靠近支承的地方。
6.注意各种焊接方法在导热、导电、隔磁、绝缘等方面对夹具提出的特殊要求。比如,闪光焊和凸焊时,夹具兼作导电体;钎焊时,夹具兼作散热体,因此要求夹具本身具有良好的导热、导电性能。再如,真空电子束焊所使用的夹具,为了不影响电子束聚焦,在枪头附近的夹具零件,不能用磁性材料制作,夹具也不能带有剩磁。
7.用于大型板焊结构的夹具,要有足够的刚度和强度,特别是夹具体的刚度,对结构的形状精度、尺寸精度影响非常大,所以设计时要留较大的余度。 在同一个夹具上定位器和夹紧机构的结构形式不宜过多,并且尽量只选用一种动力源。焊接工装夹具本身也应具有较好的制造工艺性和较高的机械效率。
8.尽量选用已通用化、标准化的夹紧机构以及标准的零部件来制作焊接工装夹具。
 在线咨询
在线咨询